Prusaslicer
Der Prusaslicer ist vermutlich der Slice, der weniger genutzt wird als der Cura, bietet aber einige Vorteile für eigenen Code.
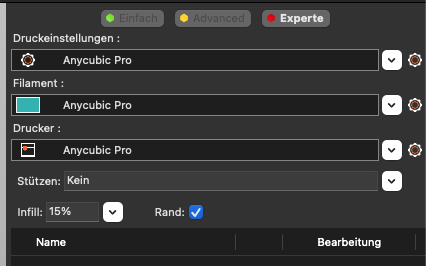
Rechts das Zahnrad klicken um zu den Einstellungen zu gelangen. Da wo als Überschrift „Druckeinstellungen“ steht.

Jetzt sollte das Fenster so offen sein, dass du im oberen Bereich diese Auswahl siehst.
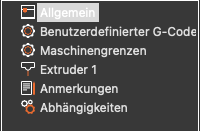
Im linken Bereich den Punkt „Allgemein“ auswählen, wenn er nicht schon ausgewählt ist.
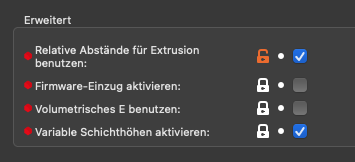
Einen Haken bei „Relative Abstände für Extrusion benutzen“ setzen. Das brauchen wir auf jeden Fall, damit die einzelnen Bahnen vom Extrusionswert nicht aufeinander aufbauen.
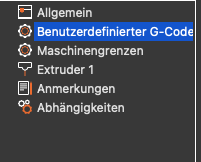
Im linken Bereich nun die Einstellungen „Benutzerdefinierter G-Code“ wählen. Hier fügen wir gleich den Code zum Farbwechsel ein.
Zuvor aber noch einen anderen Code.
Damit wir beim ersten Teil, was wir slicen wollen, keinen Hinweis bekommen, fügen wir hier diesen Befehl ein. Der setzt den Wert vom Filament bei jedem Layer wieder auf 0.
Warum das sein muß, … keine Ahnung, da der G-Code sowieso bei jeder Bewegung den Wert bekommt, den er für diese Bewegung braucht.
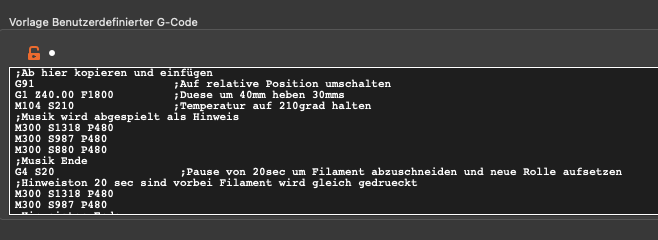
Und hier kommt nun der Code rein, der für den Farbwechsel zuständig ist. Wie gesagt, die Zeiten oder die Höhe, die deine Düse nach oben fahren soll, kannst du dir anpassen, es ist alles erklärt.

Alle Einstellungen mit dem Diskettensymbol speichern.
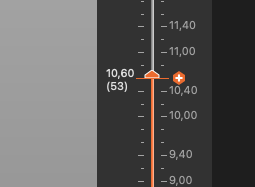
Wenn du dein Bauteil nun auf der Oberfläche hast, kannst du über den Schieberegler auf der rechten Seite den Layer wählen, wo du deinen Farbwechsel haben möchtest. Mit der rechten Maustaste auf das Plus klicken, damit sich ein Menü öffnet.

Da ist nun der G-Code zu sehen, den wir zum Farbwechsel einfügen wollen. Klickst du den an, so wird dieser an der Stelle eingefügt.
Das kannst du natürlich mehrfach in einem Bauteil machen.
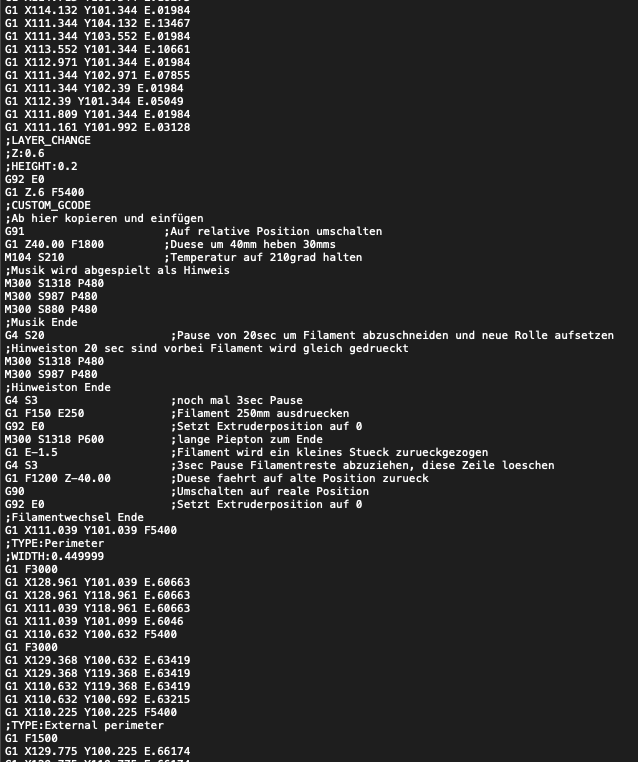
Wenn wir uns den G-Code nun anschauen, sehen wir, dass der Code an der Stelle eingefügt ist.
Hier kann man auch schön sehen wie der Wert in den Zeilen am Buchstaben E (steuert den Extruder an) immer nur die Menge bekommt, die er für die jeweilige Bahn braucht. Bei einer absoluten Extrusion würde sich dieser Wert immer um die Bahnmenge erhöhen und am Ende die Gesamtlänge vom Filament haben, die das Bauteil brauchte.
Auf der folgenden Seite fügen wir den Code innerhalb eines Lagers ein, was den Vorteil hat, dass die Unterbrechung nicht an einer Sichtbaren Stelle ist. Somit lassen sich auch mehrer Farben auf einen Layer drucken. Natürlich ist das beim Druck aufwendig, nur überleg dir, was will man, was muß man…